24/7 Workshop services
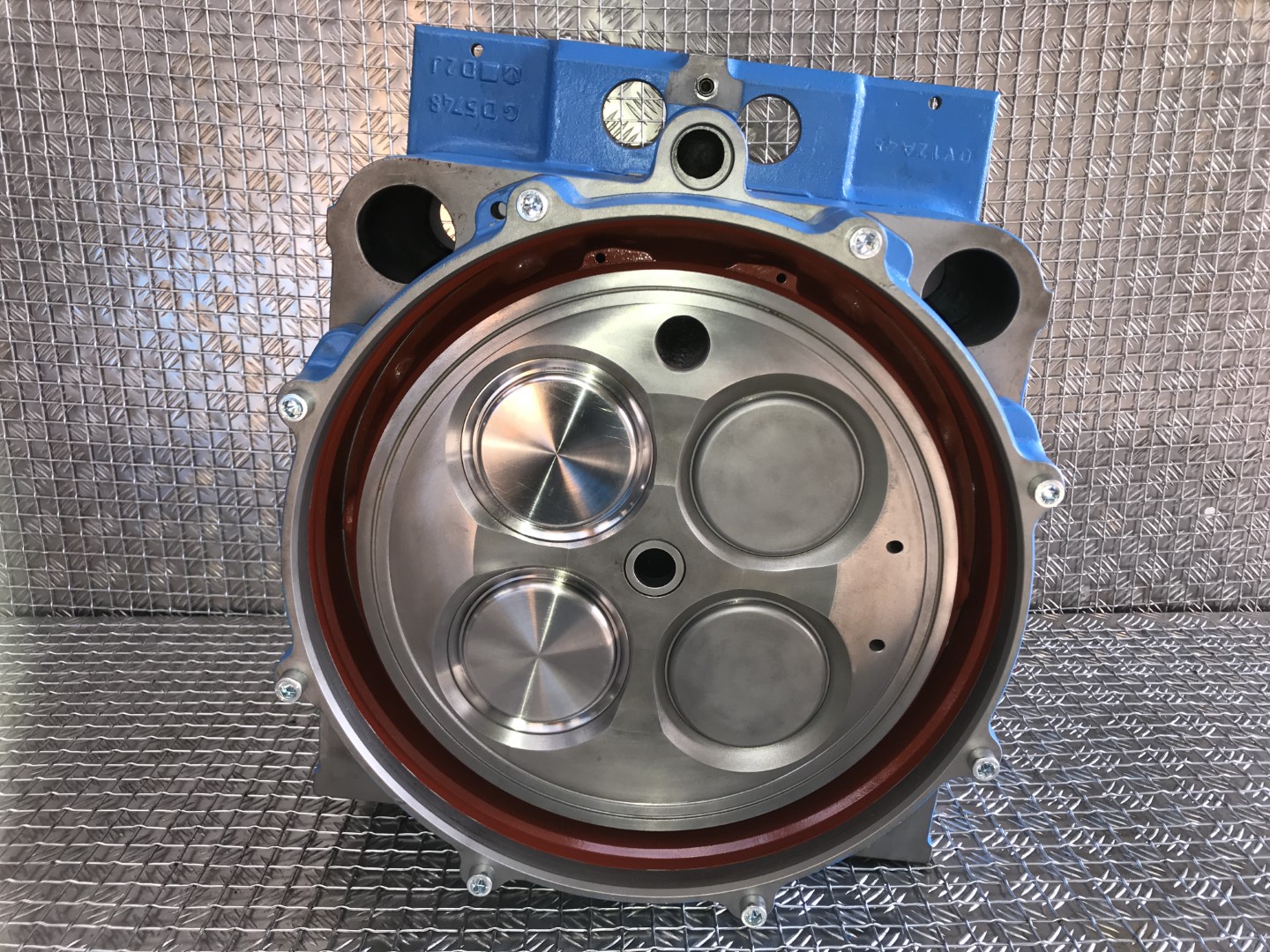
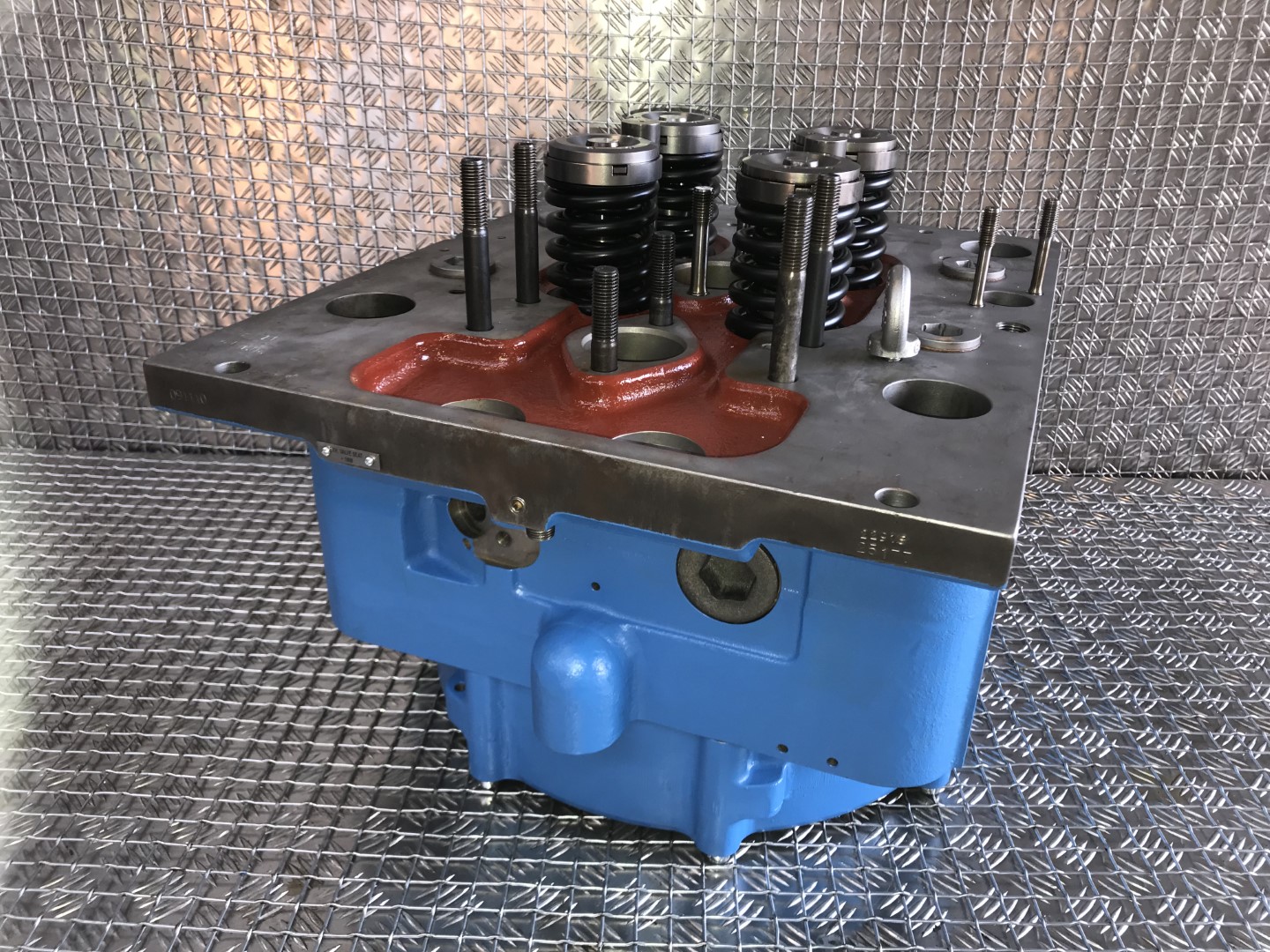
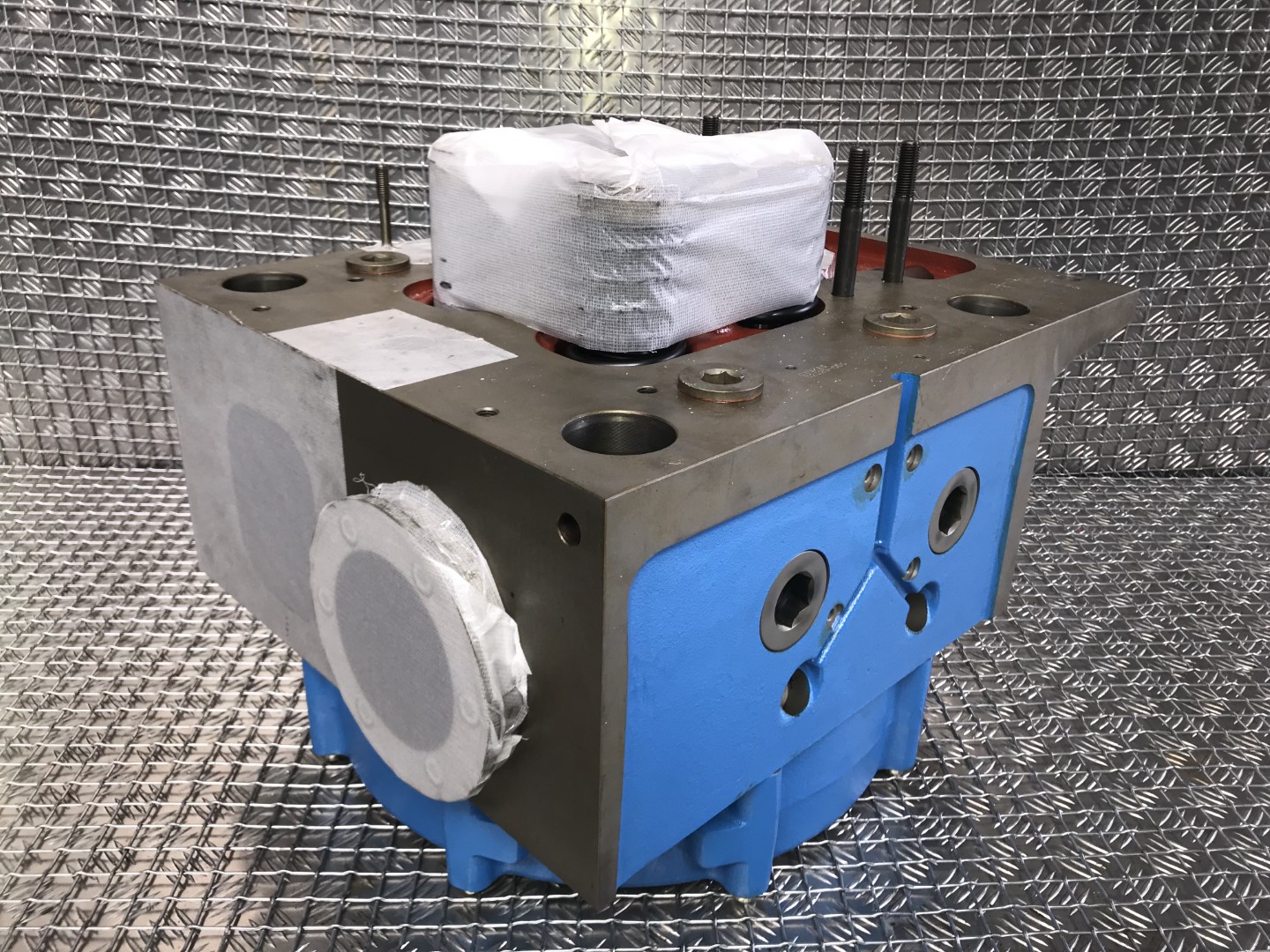
In our 1200 square meter workshop, that is well equipped with all the necessary tools and machinery to recondition, overhaul and repair any component of a main- or auxiliary marine engine, our team of mechanic and electrical engineers is ready 24/7.
Our mechanical workshop accommodates two overhead cranes with 10 tons lifting capacity each.
And recently we established a workshop, dedicated to electrical repairs and testing and calibrating of electrical components.
Our workshops are equipped to carry out following works:
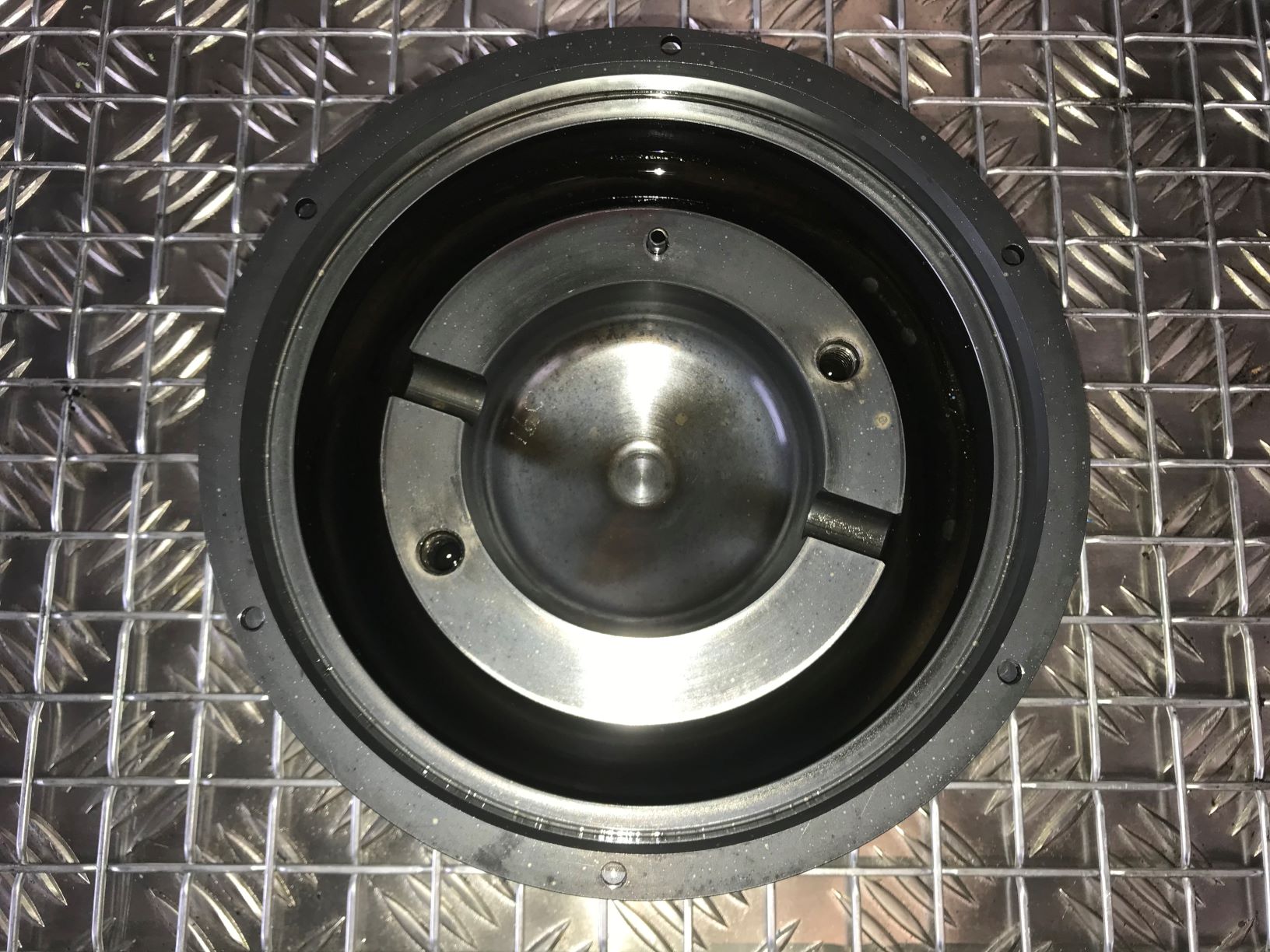
• Reconditioning and honing of cylinder liners with bore diameters of 100 mm till 1000 mm.
• Ultra-sonic cleaning of parts weighing up to 10,000 kg, 4.0 x 1.5 x 1.5 meters.
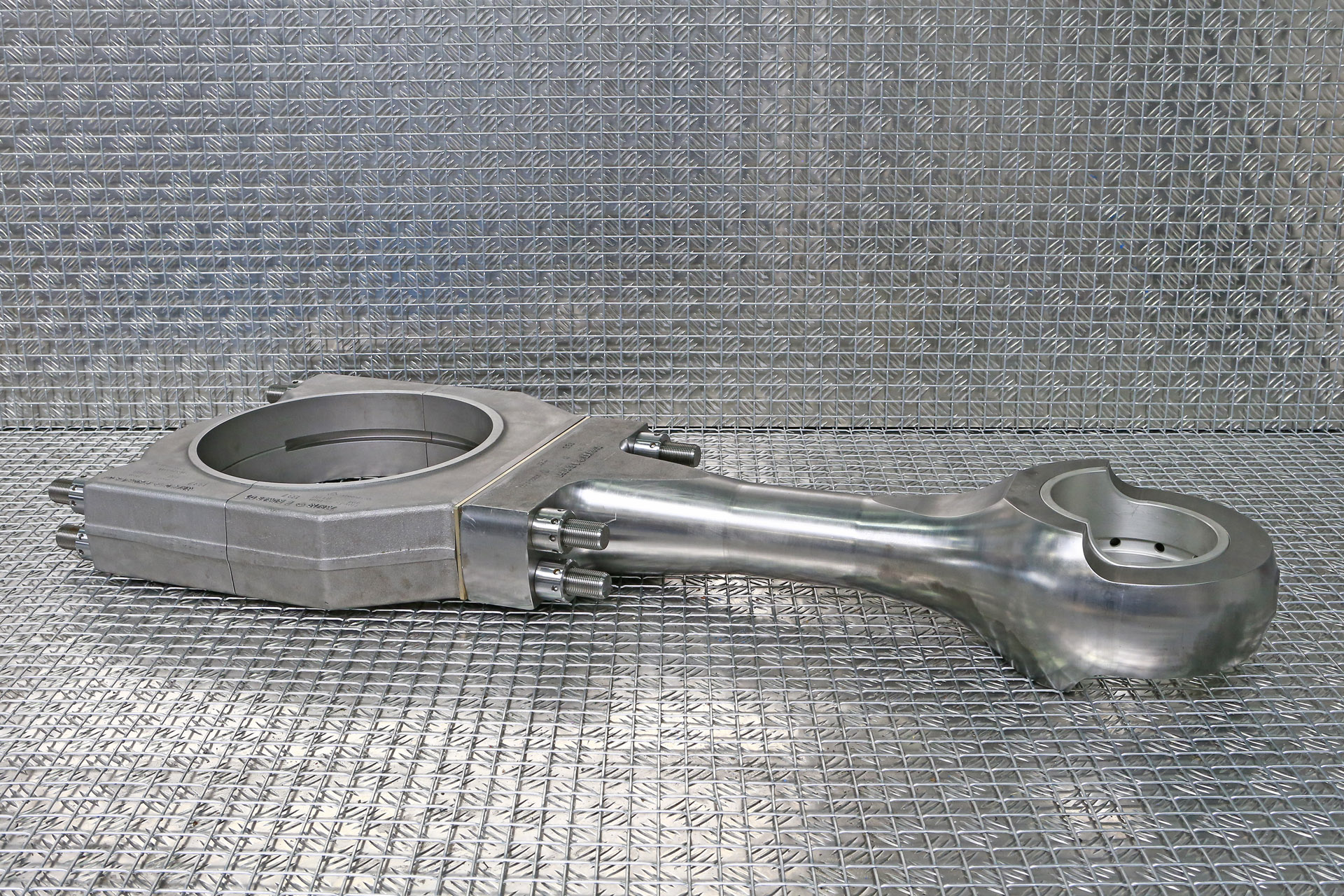
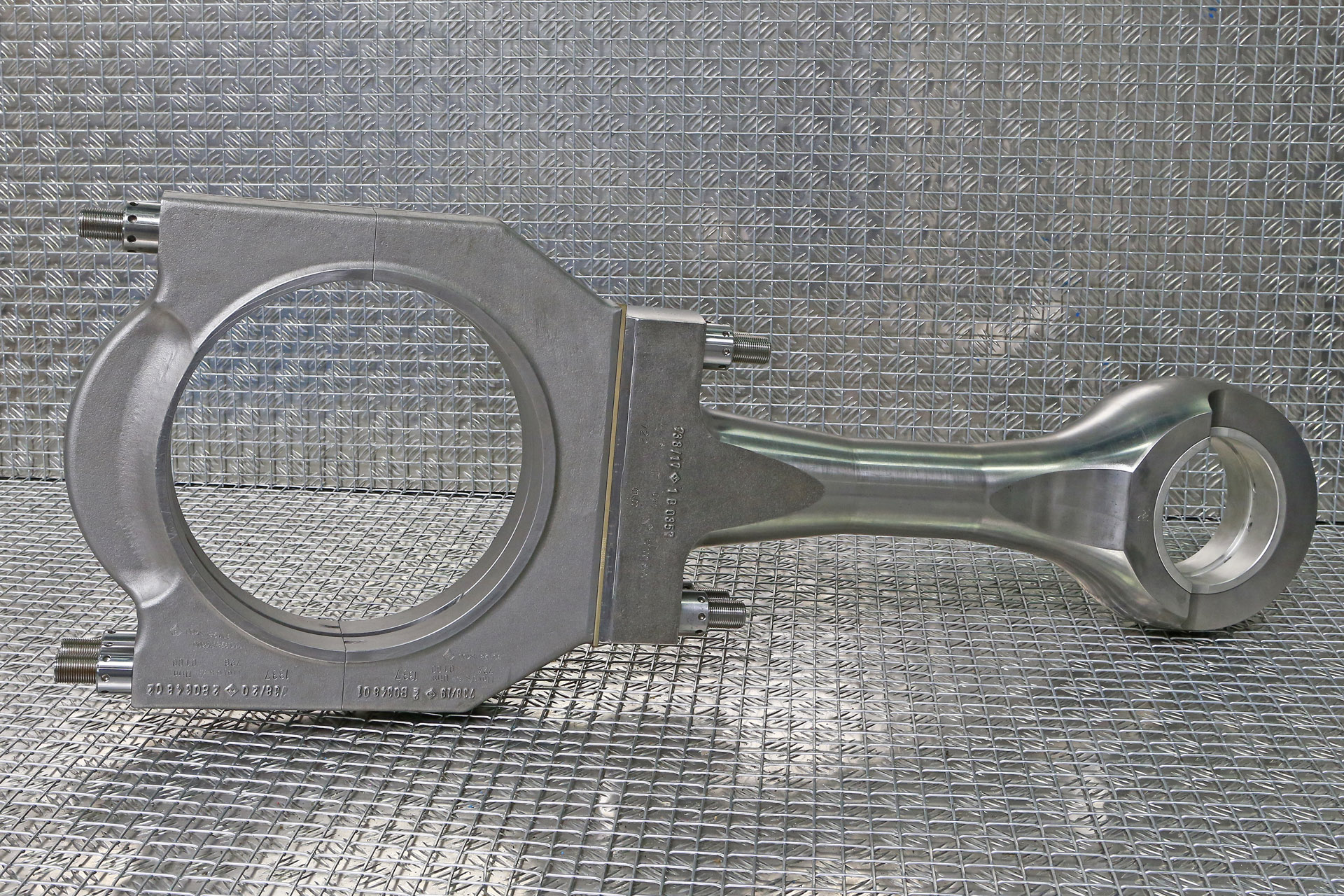
• Reconditioning of all kinds of connecting rods.
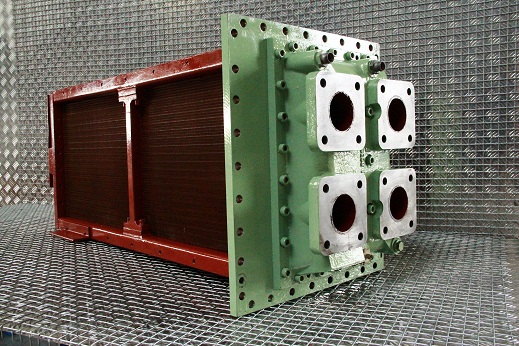
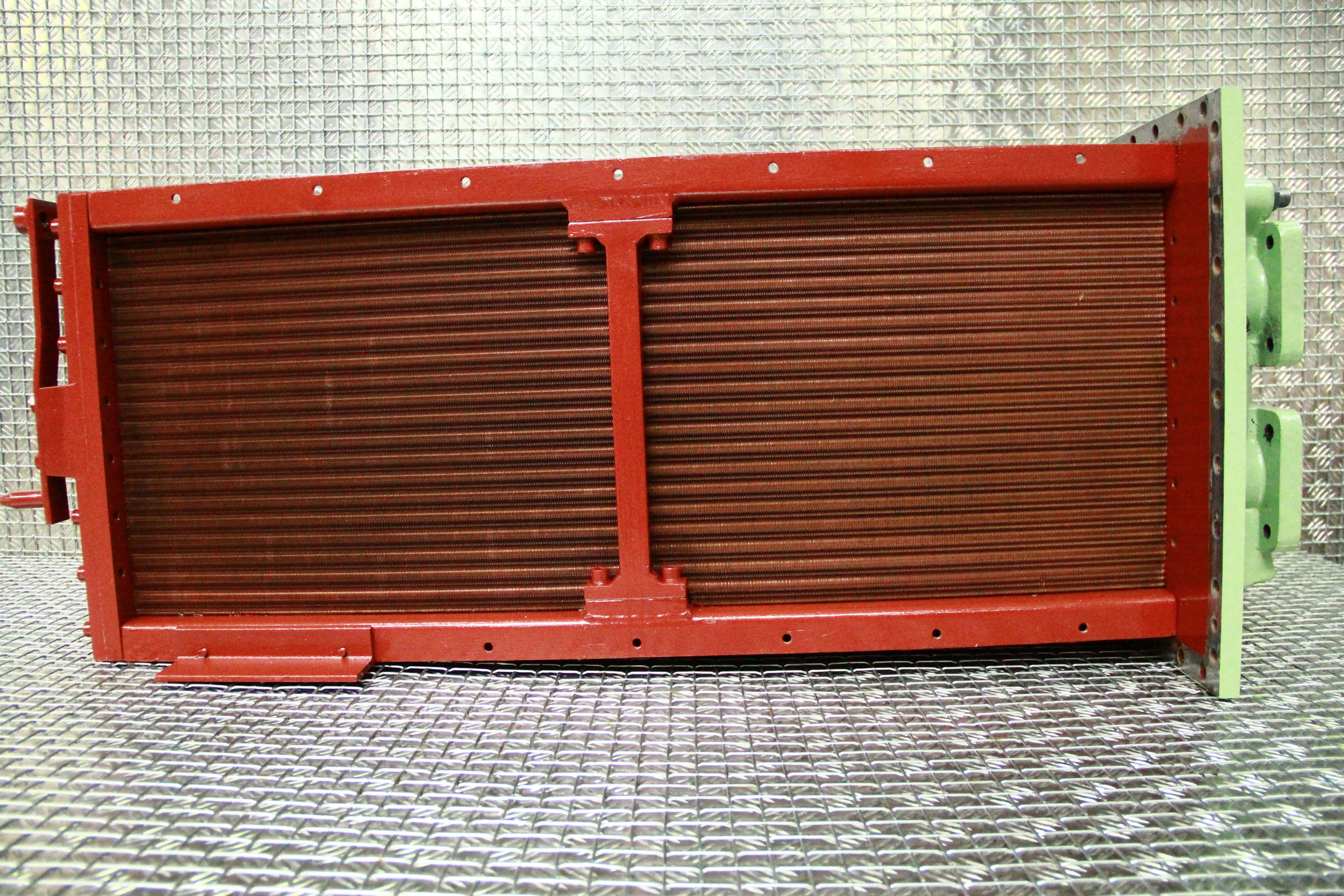
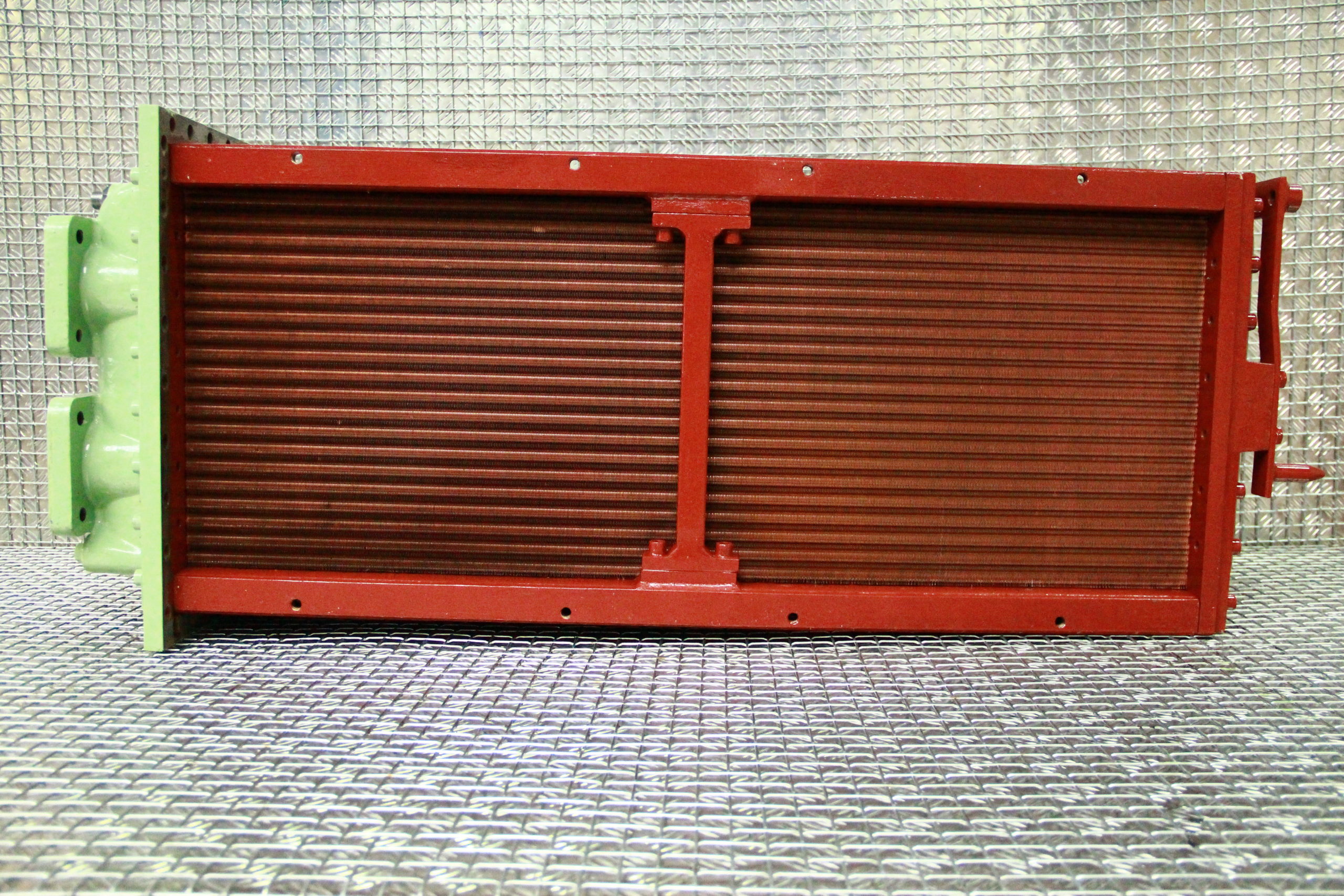
• Overhaul of air coolers.
• Overhaul of lubrication oil coolers.
• Reconditioning of fuel pumps and injectors for 2- and 4-stroke engines.
• Overhaul and reconditioning of governors.
• Reconditioning of all kinds of crankshafts and camshafts.
• Testing, calibration and modification of diesel engine- and control instruments.
• Maintenance and repair services to marine offshore and power plants
• All kind of steel works/pipe lines.